HOSOKAWAMICRON CORPORATION
- Industries & Machines Industries & Machines
- IIoT IIoT
- Service-Toll Processing Service-Toll Processing
- Material Material
- News News
- IR Information IR Information
- Sustainability Sustainability
- Jobs and Careers Jobs and Careers
-
About Us
About Us
About Us
- Greetings (Company Introduction)
- Hosokawa Micron Group "Basic Human Rights Policy"
- Hosokawa Micron Group "Basic Policy on the Environment"
- Management Philosophy
- Corporate Overview
- Executive Officers
- Corporate Profile
- Business Areas and Strengths
- Corporate History
- Hosokawa Micron Group
- Domestic Facilities
- Overseas Subsidiaries (Asia)
- Overseas Subsidiaries (Europe)
- Overseas Subsidiaries (America)
- Asian Agents
- Powder Technology Research Institute
- Annual Publication "Micromeritics"
- Industrial Property Rights
- Journals and Books
- Technical Information
- Compliance Charter
- Privacy Policy
- Cookie Policy
- Quality Principle

Industries & Machines
- TOP
- About Us
- Technical Information
- Details of Millling technology
- Details of micromeritics
- Greetings (Company Introduction)
- Hosokawa Micron Group "Basic Human Rights Policy"
- Hosokawa Micron Group "Basic Policy on the Environment"
- Management Philosophy
- Corporate Overview
- Executive Officers
- Corporate Profile
- Business Areas and Strengths
- Corporate History
- Hosokawa Micron Group
- Domestic Facilities
- Overseas Subsidiaries (Asia)
- Overseas Subsidiaries (Europe)
- Overseas Subsidiaries (America)
- Asian Agents
- Powder Technology Research Institute
- Annual Publication "Micromeritics"
- Industrial Property Rights
- Journals and Books
-
Technical Information
- Summury of Powder Technology
- Details of Millling technology
- Details of Classification Technology
- Details of Mixing/Blending Technology
- Details of Particle design Technology
- Details of Agglomeration Technology
- Details of Drying Technology
- Details of Dedusting Technology
- Details of Measuring Technology
- Compliance Charter
- Privacy Policy
- Cookie Policy
- Quality Principle
Details of micromeritics
Introduction
Pulverisation is one of the operations included in the term "size reduction", or in English "size reduction".
In "milling" the raw material, a solid (sometimes in the form of a wet cake), is called the material to be milled or the milling material.
To rewrite the term in this way, milling is the application of mechanical force to the material to obtain an aggregate of solids of a smaller size than the raw material. (The exception to this is a process known as chemical milling, which uses dissolution, chemical reactions and precipitation to reduce the size of an object.)
The equipment used to carry out this operation is called a grinder.
Historically, the primitive mortar used to grind grain was the beginning of the grinder. Eventually, methods of milling using natural energy were invented, such as the waterwheel. In modern times, it is mainly electrical energy that drives the motor, which exerts a force on the material to be ground and reduces its size.
The size of the material to be milled depends on the raw material and the purpose.
So what is the required fineness? A unit called the micrometer is often used to express this.
Note: For more information on what is meant by "micro" and "nano", see the page, what is micro and nano? page for more information.
Now, let's look at a concrete example of fineness. It's easier to understand if you compare it to what you actually see around you, so please see the following link.
Link of website of National Nanotechnology Initiative is here(https://www.nano.gov/about-nanotechnology/just-how-small-is-nano)
What is the level of fineness required by our customers?
For example, in the case of food products, particles of 150 to 100 microns or less are often required in order to prevent a feeling of roughness in the mouth.
The finer the powder, the better it is. The finer the powder, the more it sticks to manufacturing equipment, bags, etc., the more it flies up, the more it forms lumps and is difficult to dissolve in water, and the more energy is wasted. (See here for an explanation of why such problems occur with finer products.)
For this reason, the standard for grinding products is that small powders should be no larger than this size, and large powders should be no larger than this size.
In many cases, however, simply determining the maximum and minimum sizes of the milled powder will not work. For example, the following evaluation criteria are often used.
- Determine what percentage of the total mass of the powder is contained in particles slightly finer than the maximum to the maximum.
- A certain amount of powder should contain no more than a few thousand particles finer than a certain size (e.g. toner).
The more stringent these standards are, the lower the so-called yield, yield and throughput, so commercially you have to strike a good balance. In addition to these, what complicates the story is that the method of grinding has to be changed depending on the size you want, and there are three major areas of types.
- A mass of tens of centimeters or more into a few centimeters to a few hundred microns
- Turning raw materials of several mm to several hundred microns into several hundred to several tens of microns
- Hundreds to tens of microns of material into a few microns to submicrons (hundreds of nm)
In the following, we will introduce the appropriate grinding method for each of these areas, i.e. how to apply force to the material and the features of the mill.
Tip: It's hard to define "size".
To reduce lumps of several tens of centimeters or more to a few centimeters to several hundred microns: coarse and medium grinding mills
The products produced by the mills in this area are more the size of grains or small chunks rather than powder.
In order to break or crush an object, a large force must be applied to the crushed material.
For example, it is well known that a rock will not (almost) break if you hit it with your hand, but it will break (crush) if you hit it with a hammer or drop it from a high place. However, it is well known that they are cracked (shattered) when they are hit with a hammer or dropped from a height. You can read more about this in this page.
In this area, crushers generally use a method in which a large hammer hits the crushed material. This may be the method that is easiest to imagine when you hear the word "crushing".

The equipment for this purpose is called a coarse or medium grinding mill. The difference between the two literally depends on the size of the pulverized product. There are three methods used to apply a force large enough to destroy a large mass.
- Hitting the crushed material with a large hammer-like object
- Crushing with great force
- Cutting with a large blade
The easiest way to apply such a large force is to increase the size of the object that hits the crushed material (the mechanical parts that hit the crushed material in the crusher). Larger objects are usually heavier, so they have more kinetic energy and can destroy larger chunks.
By the way, if the crushed material is given a lot of energy, it will move and hit the surrounding area, for example, the equipment wall, causing a lot of damage. In addition, since the material is large, it is almost always heavy.
In order to withstand all this, crushers in this area are very solid and large devices.
As for the crushers in this area, our products include the following.
- A type of equipment in which a shaft with a large blade rotates and crushes and cuts the crushed material between the shaft and the fixed blade.
- A type of crusher in which the crushed material is hit by a number of hammers rotating at high speed.
The equipment closest to the image of grinding is probably the hammer mill.
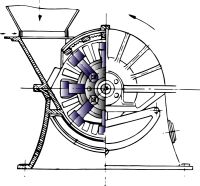
The picture above is a cross-sectional view of the grinding section of a hammer mill. The parts with the dark blue gradation are the so-called hammers, and there are several of them installed.
If the raw material is made up of fine particulate matter that is tightly bound together, or if it has been filtered through a filter press (filter cake), the equipment used to unravel and reduce the size to a few centimeters is called a crusher.
Machines such as those described on this page either cannot make smaller particles or require very long time to do so. The reasons for this are introduced in the section on "Fine mills".
To reduce raw materials from several mm to several hundred microns to several hundred to several tens of microns: fine grinding mills.
A fine mill is a device used to grind materials of the size described in the title, or materials that have been milled in a coarse or medium mills, into even finer pieces. The resulting product will have the appearance of powder, which is what people generally think of when they hear the word "powder".
In a fine grinding mill, the material to be ground (including fine particles that are still in the process of being ground in the machine, i.e. have not yet reached the required fineness) is smaller, so the same method used for coarse and medium grinding will cause the following problems.
- Because of the small size of the material to be impacted (including fine powder in the process of being crushed), it is difficult to aim and impact the material.
- Even if you try to apply force to them, they will escape due to the force of the wind generated at that time.
(These two are the answers to what I wrote at the end of the page on coarse and medium grinding.)
What makes this even more problematic is the fact that the smaller a material is, the harder and more difficult it is to break.
For example, suppose that a spherical material with a diameter of 1 mm can be pulverized by applying a certain amount of impact force. If the impact force is smaller than that force, the material cannot be crushed.
In this case, even if the material of the crushed material is the same, if you try to crush a spherical particle with a diameter of 100 μm, you will not be able to crush it with the same force that crushed a 1 mm particle. (For more information about this situation, please see the paragraph under "What is Single Particle Crushing?" for more details.)
Therefore, the mills for this area need to devise a way to provide more powerful energy to the milled materials than the coarse or medium crushers. In order to compensate for the cost of electricity, however, it is necessary to have a mechanism to apply the force as efficiently as possible, i.e., a mechanism to make the material impact the grinding section efficiently, and other mechanisms.
In order to mill, it is necessary to exert energy, or force, on the milled material.
The figure below shows the four forces used in grinding.
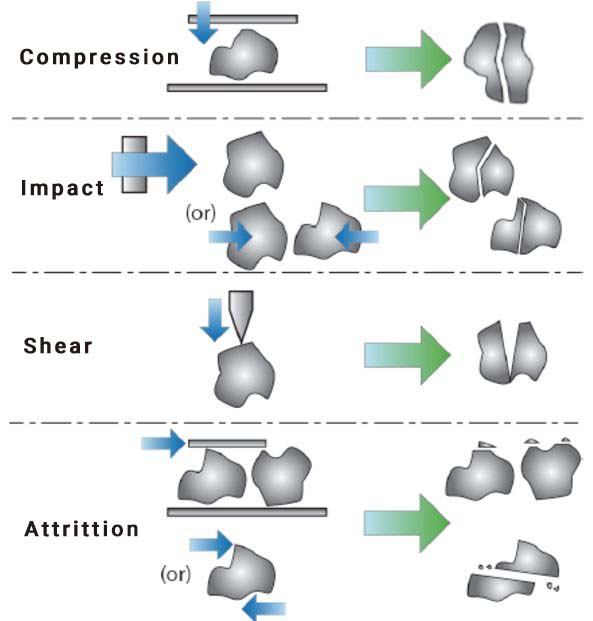
It is necessary to devise a way to apply these forces to the crushed materials in a strong and frequent manner.
For example, it is very difficult to move a heavy hammer at high speed, so there are crushers that make the hammer smaller and lighter and move it at high speed instead. Isn't that the same thing in the end? But if we consider the parameters that determine the energy of the collision, we can understand why.
This energy is the kinetic energy that you learn in high school physics, i.e., mass x velocity x velocity. (The key point is that it is the "square" of the velocity.) If the rotational speed is the same, the mass of the hammer must be doubled in order to double the kinetic energy. On the other hand, to double the energy while keeping the mass the same, the speed should be increased by a factor of √2 (about 1.4 times).
However, it is important to make the device light in order to make it move at high speed (the heavier the device, the greater the moment of inertia, so the material and structure must be able to withstand it. (Heavier hammers have a higher moment of inertia, so the material and structure must be able to withstand this.
Also, the faster the hammer is moving, the greater the probability that the crushed material will hit the hammer per unit of time, which solves both of the problems mentioned earlier.
In fact, there are many other methods and devices. The Hosokawa Micron Group has developed and marketed many types of fine grinding mills, each with its own principles and mechanisms.
The reason for the large number of different types of mills is that there are many needs in this area, and depending on the type of material and the required specifications, it may not be possible to mash the material using only one type of method, or the efficiency may be low.
Since there are many types of crushers in this area, let's classify them. The most commonly used classification method is to divide them by the way the force is applied to the grinding material. This is because different methods of applying force result in different sizes and shapes of the resulting powder, which greatly affects the quality of the final product. So let's classify them.
- Equipment for cutting and milling by beating with a rotating blade
- A device in which many small hammer-like objects are rotated at high speed and milled by applying them to the hammers
- In addition to the above methods, a device that uses the impact between a liner, which is a wall inside the milling chamber [often uneven], and the hammer to break the material.
- A device that applies impact, but uses pins or plate structures (bars) instead of hammers (and also uses liners).
If a knife-like object is to be applied to milled materials, it must be applied to the tip of the blade in order to successfully cut or break the materials. Therefore, either a large piece of material with a high probability of being hit, or a mechanism to concentrate and transport the material to the tip of the blade is necessary. The latter is not an easy task, and anything smaller than the blade cannot be milled. The latter is not an easy task, and it is not possible to grind anything smaller than the blade. This is why the Feather Mill is often used to grind relatively large materials to around 100 μm, but not too fine. The Feather Mill and its pharmaceutical counterpart, the Pharma Mill, are examples of this type of mill.
Now, when a hammer-like object is applied to the crushed material to exert an impact force, it will often split in two as shown in the figure. In other words, it is easy to reduce the size of the milled material to about half of its original size. The halved material can be expected to be further halved when it is crushed by this force. In other words, the size of the milled material can be expected to decrease exponentially just by hitting the crushing part several times.
In addition, knives do not break even if they hit surfaces other than the blade surface, but in the case of the impact force type, the impact area is much larger (in the case of the blade surface, it is linear, but in this case, it is flat or curved), which has the advantage of a higher probability of collision with the milled material.
Therefore, this type of mill has a high milling speed and a high processing capacity. (In this case, a certain amount of broken debris (fine powder) will be generated.
Since impact force is convenient for fine milling, impact type equipment has become the mainstream. In actual mills, not only impact force, but also shear force, frictional force, etc. act in a complicated manner to mill the material, but for the sake of simplicity, we will focus on impact force.
Now, why are there so many different types of mills, even though they all share the same idea of applying impact force?
This is not because machine manufacturers want to sell different types of machines. To show you why, let's start with a different way of classifying fine grinding mills.
a) Classified by the shape of the parts that apply the impact force
b) Classified by the type of particle size adjustment mechanism
However, this large category is not enough, and it is necessary to classify them more finely.
First of all, what are the differences in the shapes of the parts in a)? The following table shows the typical models.
| Hammer | Pin | Others |
|---|---|---|
| Hammer mill | Pin mill | Disc, Bar, Saw-like rotating cylinder, etc. |
So why are there so many different kinds?
- To prevent over-milling (too fine), reduce the collision probability of the milled material.
This is used when you want a finer product than the knife type, but do not want it to be too fine. In this case, in order to reduce the probability of collision, we use a mill with a shape that is somewhat difficult to hit. For example, depending on whether the collision surface is flat or curved, the collision probability will change. A pin mill, for example, has a low collision probability, making it easy to prevent over-milling. In addition, as described below, the effect can be further adjusted in combination with the presence or absence of a particle size adjustment mechanism.
Since the collision probability depends on the particle size, mass, shape, etc., various other types of mills with different shapes are required. - Just want to make it finer.
The shape of the milling section depends on the material of the material and the desired particle size. For example, to increase the collision probability, the collision area should be increased. (For example, to increase the collision probability, increase the collision area (using a hammer, plate-like structure, etc.). The particle size adjustment mechanism (described below) can also help.
However, shifting the product particle size to a coarser size may not work as well as changing the operating conditions. The ACM Pulverizer is designed to be so fine that no matter how slow it is run, the material is immediately pulverized into fine particles as soon as it enters the pulverizer, often rendering the particle size adjustment mechanism useless.
In such a case, the ACM Pulverizer may change the grinding disc to a pin type instead of a bar type.
If this is the case, why not just use a pin mill instead of the ACM Pulverizer from the beginning? The reason for this will be explained later.
As described above, it is necessary to change the shape used depending on the desired particle size, especially the particle size distribution.
Next, let's classify them according to b), the particle size adjustment mechanism. It can be classified as follows.
b-1) No special adjustment mechanism is required. Adjusted only by the rotation speed of the crushing unit.
b-2) A metal screen is installed in front of the outlet. Adjusted by the hole diameter of the screen.
b-3) This type incorporates a classifier that uses centrifugal force. Adjustment is made by changing the rotation speed of the classifier (and the amount of airflow for discharging out of the equipment).

Example of screen for mill
I don't need to explain b-1. The difference between these devices is mainly due to the difference in the shape of a) above.
In this mechanism, raw materials that do not hit the grinding section pass directly into the product, and some particles leave before they reach the desired fineness. In other words, a product with a wide particle size distribution can be obtained.
Hearing this much, you may have the impression that it is unusable.
Of course, there is a good reason why we have taken the trouble to develop such a device. There are several reasons, such as the following.
- Since the target crushed materials are easily broken, there is no need to prepare an adjustment mechanism. Therefore, there is no need to spend money on a particle size adjustment mechanism.
- We want to crush materials that are highly adhesive and quickly clog the screen, which is the adjustment mechanism. This is the case, for example, with spices and other materials.
- We adopted this system based on its ease of operation, which eliminates the need to replace the screen, and its overall efficiency, which allows coarse particles to be easily removed by sieving in the post-process (coarse particles are put through the mill again).
If there is a particle size adjustment mechanism, of course it has to be maintained, but as shown above, this type of mill is used when the adjustment mechanism is not needed in the first place or is difficult to use.
Type b-2 is a type of fine grinding mill that has been in common use for a long time and is sometimes called a screen mill. The difference in the shape of the grinding section determines the type of this type of mill. The size and shape of the pores of the screen is also a major factor in determining the characteristics of the product. The smaller the pores, the smaller the product can be, but if the material is not easily milled, it can cause problems such as overloading, heat buildup, and even melting of some materials, so testing is essential. In addition, the amount of Chikao Liang passing through the screen is proportional to the area of the pores. Therefore, as the pores become smaller, the number of pores needs to be increased, but if this is done, the screen becomes more like a sieve than a pore, and the strength will be insufficient. In addition, if the material is hard, the screen may wear out and the size of the holes may change, resulting in a change in the size of the product, so you need to choose your crusher carefully.
Tip: Does the size of the pores of the screen become the size of the product particles?
Sometimes people think that a screen with a pore diameter of 1mm will produce a 1mm powder, but in fact, a finer powder can be obtained.
However, in reality, the powder is much finer than that. This is because if the material that has been ground down to 1mm comes to a place where there is a hole, it will certainly pass through, but the probability of it hitting a place other than the hole is higher.
If it does, it will not go out of the machine but will return to the grinding section, where it will be further crushed even if it is down to 1mm.
Therefore, the size of the product will be the particle with the maximum diameter of the hole. Of course, if the milled product is shaped like a stick, some of the particles will be larger than the pores of the screen.
Type b-3, the mechanism of using centrifugal force, refers to the method of generating centrifugal force by rotating a slit-shaped structure called a classifier (classifying wheel) at high speed inside the machine. (For more information on this technology, please see Classifying Technology.
The classification mechanism built into this type of mill is of a simpler structure than the original classifier, but the basic principle is the same. This mechanism is widely used because it can produce milled products with a narrower particle size distribution than other types of mills, and the size of the particles can be controlled relatively easily (i.e., simply by changing the rotation speed of the classifier).
However, unfortunately, the following problems do not mean that a grinder with a built-in classifier is the answer to everything.
- Larger than other equipment due to the built-in classification mechanism.
- The initial and running costs are higher.
- Air volume is also required for classification, and a filter-type dust collector capable of handling a large air volume is often required for product collection.
However, it can be an advantage to have a larger air volume.
- Large amount of air is used to reduce the heat generated by grinding.
- The temperature can be further lowered by introducing cold air.
- Hot air can be blown in for simple drying at the same time.
The ACM Pulverizer series is our best-selling pulverizer. Our ACM Pulverizer series is the best-selling pulverizer of this type.
On the other hand, granulators can be roughly classified according to whether or not the granulated material can be fed directly into the granulator and crushed.
For example, at room temperature, materials such as rubber and plastics that repel force are either impossible or extremely difficult to crush. On the other hand, plastics with thermoplastic properties (see here for more information on resins, plastics, and polymers) are generally soft and may only deform when force is applied, but may not reach the point of pulverization.
Because there are so many different types of plastics, there are some materials that can be crushed into small pieces, such as toner, but the fine grinding of many plastics is very difficult.
On the other hand, there are materials that are difficult to crush in a different way than plastics, such as spices and many food materials. When these materials are crushed, oil and moisture seep out, and these liquids cause the materials and milled products to adhere and stick to each other in the equipment. If the sticking occurs in the milling section or in the gap between the grinding section and the liner, the machine will often overload and stop.
In order to pulverize the above materials, we can use a method to make them brittle by depriving them of their elasticity and plasticity (embrittlement) or to solidify a liquid.
The simplest way to achieve these two requirements simultaneously is to use low-temperature embrittlement (brittleness at low temperatures) by cooling or solidification of a liquid.
In some cases, cold air is used for cooling, but that is often not enough. Therefore, the method of immersing the raw materials in liquid nitrogen is generally adopted. Liquid nitrogen has a boiling point of -196 degrees Celsius at atmospheric pressure on a flat surface, and when the material is immersed in it, it is cooled to such an ultra-low temperature. This achieves both embrittlement and solidification. You can learn more about this milling method (cryogenic grinding, freezing grinding) here, including a video of a rose falling apart after being frozen in liquid nitrogen.
To reduce raw materials of hundreds to tens of microns to a few microns to submicrons (hundreds of nm): ultrafine grinding
Recently, there has been a growing demand for the production of powders in this area.
This demand is particularly pronounced for toners, precursors for positive electrode materials in lithium-ion batteries, fine ceramics used in various applications including electronic materials such as laminated ceramic capacitors, and high-performance neodymium magnets used in motors.
One of the barriers to ultra-fine grinding is the question of whether the average particle size can reach the submicron range. (Using the current SI system of units, it is about several hundred nm. (Using the current SI system of units, it is about a few hundred nm, but the term submicron has survived in the industry because of its long reading.)
Before we get into that, let me first introduce you to a pulverizer that can produce particles with an average diameter of a few microns.
What is important in this area is the fact that grinding in the same way as a fine grinding mill is difficult. There are several reasons for this, but there are four that have a major impact.
Reason 1: The smaller the particles are, the harder they are to crush (the higher the fracture stress).
Reason 2: Particles that have been crushed become agglomerated, absorbing the force and preventing the crushing from proceeding.
Reason 3: It is difficult to apply force to fine particles.
Reason 4: Particles leave the mill before they are completely fine. This is especially a problem in the submicron range.
Reason 1 is not limited to the realm of ultrafine grinding, and we have touched on it a bit in the section on fine grinding mills. This fact is generally known through the experimental results of single particle crushing. This fact is known to the public through the experimental results of single particle crushing, and the reason why is explained here (Why things break).
The conclusion is that the particles subjected to ultrafine grinding do not have a starting point for grinding (dislocation, see above), i.e. they are not pulverized. But in fact, they do. What is going on? If there is no dislocation as a starting point for grinding, then we can create one.
Dislocations are created by external forces, so if we increase the number of dislocations by applying external forces, we can expect to increase the number of places where the forces are concentrated, making it easier to crack. Therefore, mechanically, it is not so difficult.
So why is ultrafine grinding so difficult?
As mentioned above, one of the reasons is that it requires so much more energy than fine grinding that it may not be economically viable. However, even in cases where it does not matter how much energy is consumed, ultrafine grinding is difficult. This is because of the following reasons 2 to 4.
Let's think about reason 2.
As an image, think of fluffy cotton. Cotton is a lump from the beginning, but think of it as a collection of small pieces that come together to form this shape.

If you apply force to it, it will only distort or bend as a whole.
In this case, if the object is large, you can cut it by holding it down so that it does not move, but if it is small, it will be harder to hold down and harder to cut. If you remember that it is very difficult to cut a small object even smaller with scissors, you will understand. Therefore, the following two methods are used.
Method 1: Disperse the ultrafine particles that have been ground into ultrafine powder with chemicals, etc. to prevent them from agglomerating.
Method 2: Remove the ultrafine particles from the mill before they agglomerate.
First, let's look at method 1. For example, in wet grinding (grinding in liquid), it is common practice to add surfactants (soaps and detergents are included in this group) to prevent agglomeration. For example, in wet grinding (grinding in liquid), surfactants (including soaps and detergents) are commonly added to prevent agglomeration. The selection of surfactants is a key factor in whether or not the grinding is successful.
Surfactants can be broadly divided into three types: cationic surfactants, anionic surfactants, and nonionic surfactants, but there are a great variety of surfactants within each. We have to select the best one considering the type of grinding material, the particle size we want to make, the post-process (how to remove the surfactant after grinding, etc.), the cost, and the ease of handling (toxicity, viscosity, foaming).
This selection is a major know-how.
Bead mills, which are wet grinding mills, and wet opposed jet mills are commercially available as machines using this method.
On the other hand, in dry grinding, it has been known for a long time that a substance called a grinding aid is used to prevent agglomeration. It is known that the addition of this material reduces adhesion to the equipment (depending on the type of material) and makes the material finer. It is also known to lower the energy required for grinding, and is used in some applications.
Why only a few? You may ask. There are two main reasons, but in order to understand them, you need to know what kind of material is a grinding aid.
Let me give you an example of a grinding aid.
- Clay
- Talc
- Calcium carbonate
- Nano-sized silica (silicon: the main component of sand)
- Nano-sized titanium dioxide (used in many cosmetics as a UV protection)
- Dextrin
- Cellulose
- Anionic surfactants such as alcohols, glycols, amines, and aromatic compounds (molecules with benzene rings, so-called tortoise shells)

- Others
As you can see, a wide variety of substances are used. Now, one of the reasons why these grinding aids are sometimes not used is that there are only a limited number of raw materials that can be effective, and the effect varies greatly (or sometimes not) depending on the combination with the grinding material. What the latter represents is that we can only use what we have knowledge of.
The other reason (and this one has a bigger impact) is that if you can't remove the auxiliaries, they often don't want to be used in the product, or the cost (including removal) is too high.
This is because many of them, such as clay and silica, are difficult to remove. Some of them can be removed by dissolving them in water or solvents (dextrin, cellulose, surfactants, etc.), but drying them requires a lot of energy because it uses a lot of heat, and the drying process is very costly.
However, depending on the type of product being milled (for example, calcium carbonate used as a filler), the presence of this surfactant on the surface of the fine particles may improve the ease of handling and the performance of the final product, thus killing two birds with one stone.
In
(Method 2: Remove the ultra-fine particles from the mill before they agglomerate.
How about the following? In the section on fine grinding mills, we mentioned that equipment with a built-in classification mechanism is often used.
Method 2 is to further improve the performance of the classifier so that it can extract particles with an average diameter of several micrometers. Using this method, particles that have been ground to a size of several micrometers can be immediately removed from the mill to be used as a product, creating a situation where the only powder present in the mill is always large crushed material. Therefore, efficient grinding is possible.
Let's move on to reason 3.
(Reason 3: It is difficult to exert force on microscopic particles.
You may be wondering why it is so difficult to exert a force on a crushing material (or "on" a crushing material) when all you have to do is apply something to it. The reason is that the best masses are very small and light. So, how much mass does it have? For example, let's consider a sphere like a pachinko ball (11mm in diameter, about 5.5g) (real pachinko balls are plated and have about three layers inside, but for simplicity's sake, let's say it is a sphere of uniform material).
Suppose that the diameter of a pachinko ball is reduced to half (5.5mm), one-tenth (1100μm), one-thousandth (11μm), and one-ten-thousandth (1.1μm). The mass of each of the smaller spheres is as follows
| Half (5.5mm) | Tenth(1100μm) | Thousandth (11μm) | ten-thousandth(1.1μm) |
|---|---|---|---|
| 0.68g | 5.5mg (5.5 grams per thousand) | 5.5μg(5.5 grams per million) | 5.5ng (5.5 grams per billion) |
The world of nanograms is a confusing one, so in order to give you an idea of what it is, let me compare it to other things. As I mentioned earlier, a small piece of paper is about 11mg.

It's so light, it's hard to tell. So let's look at it the other way around: 200 million ultra-fine particles of 1.1 μm each weigh a little over 1 g (roughly the weight of a 1 yen coin).
That's about the size of a billion particles.
Even if you are not in the world of ultrafine powders, you have probably experienced the phenomenon that when you try to grasp a relatively small and light object, the airflow generated by your approaching hand causes the object you are trying to grasp to escape. Now, the mass of the particles in ultra-fine powder is very small, so even if you approach the hammer, the crushed material will escape. However, this can be overcome to some extent by the power of technology, or rather the structure of the machine, and there are two main methods.
Solution 1 to Reason #3: Hold the powder down so it can't escape.
Solution 2 to Reason #3: Make the powder collide with the fluid before it bends.
Supplement: What is a fluid?
A fluid is literally a flowing object, but a continuum, and generally refers to gases and liquids.
The term "continuum" refers to an object that is not in a discrete state, such as a powder.
Both of these ideas seem simple, but they are very effective.
The solution to reason #3, method 1, is to apply a force to the crushed material by making it adhere to the equipment wall or crushing section.
In this case, however, it is said that frictional force or shearing force due to friction is more effective than impact force.
This type of mill is called a grinding mill or a ball mill (broadly speaking, a media mill).
In the case of our products, the Super Micron Mill and Pulvis fall into this category.
In these mills, the crushing area is made small and the crushed material (layer) is immobilized there to exert force. Therefore, in ultra-fine grinding, it is necessary to feed as little material as possible into the grinding section.
On the other hand, if too much material is put into the grinding section, the force will be dispersed in the material layer and will not be transmitted. (Technically speaking, powders are considered to be discrete dissipative particle systems, and it is this property that makes mathematical and theoretical analysis very difficult.)
For this reason, the production capacity of these types of equipment is often only a few kilograms per hour, or even tens of kilograms per hour for large machines.
It also causes a lot of wear to the mill, and is often not suitable for grinding materials that do not want contamination.
In spite of these disadvantages, as we will see later, this is the only equipment that can be used for products in the submicron range.
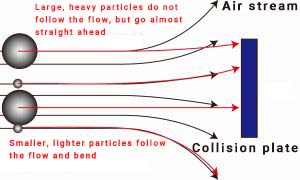
For reason 3, solution 2, we use the inertia of particles, that is, their tendency to maintain their current state of motion (direction of movement).
The smaller and lighter the particle is, the less inertia it has, and as explained earlier, it will bend with the fluid.
However, this method is generally not suitable for production because continuous processing is difficult to maintain a vacuum, and there is almost no way to accelerate the crushed material other than by airflow.
However, "less inertia makes it harder to go straight" is not the same thing as "you will never hit something". It is possible to hit something even while you are turning. Specifically, if the relative velocity between the particle and the obstacle is increased, the particle will not be able to follow the sudden bend in the flow and will collide with another object.
There are two main ways to achieve this.
- Obstacle = Crusher moves at high speed (mainly achieved by rotation) to collide with particles.
- The particles are accelerated by the high-speed fluid and collide with the obstacle.
The former can be achieved by increasing the speed of the rotating grinding section in a fine grinding mill to an even higher speed than that of a fine grinding mill. It is therefore called a mechanical grinder.
However, it is difficult to obtain ultra-fine powders with this method alone due to the reason for the tactic (4): the powders leave the mill before they become too fine. More details will be given later.
The second method is to use (mostly) compressed air to create a high speed air stream and accelerate the particles on it. The equipment that uses this method is called a jet mill.
Supplement: Fluids used in the Jet Mill
The Jet Mill can be made with liquids instead of gases.
However, the compression of liquids requires much higher energy than the compression of gases, which makes it difficult to build large equipment and makes the running cost very high.
For this reason, wet jet mills are currently being used in smaller equipment, especially for nano-grinding and nano-dispersion of pharmaceuticals.
In a jet mill, the material must hit something to achieve ultra-fine grinding, and that "something" can be roughly divided into two methods: using a so-called collision plate and considering other particles as "something”.
As for the mechanical and airflow type grinding mills described above, our equipment includes the Innovomizer as a mechanical ultra-fine grinding mill, the AFG series (including TFG) as a counterjet mill, the AS spiral jet mill, and the MJQ and MJT micron jet series collision jet mills.
Finally, the last item.
(Reason 4: The material leaves the crusher before it becomes too fine.
As for reason 4, most of today's ultra-fine mills incorporate a high-performance airflow centrifugal classifier. The easiest way to lower the classification point (to remove fine powder from the mill and make it into a product) without reducing production capacity as much as possible is to increase the speed of the classifier in order to increase the centrifugal force. This may seem simple when written in this way, but modern machines are approaching their limits in terms of cost performance and size. Of course, it is possible to improve the performance of the classifier by modifying the shape of the classifier, but the improvement is so small that the theoretical classification point is limited to the submicron range.
Based on the above problems and solutions, the Hosokawa Micron Group has developed and marketed the AFG-CR and AFG-CRS counterjet mills, which are jet mills equipped with a classification rotor for the submicron range.