HOSOKAWAMICRON CORPORATION
- Industries & Machines Industries & Machines
- IIoT IIoT
- Service-Toll Processing Service-Toll Processing
- Material Material
- News News
- IR Information IR Information
- Sustainability Sustainability
- Jobs and Careers Jobs and Careers
-
About Us
About Us
About Us
- Greetings (Company Introduction)
- Hosokawa Micron Group "Basic Human Rights Policy"
- Hosokawa Micron Group "Basic Policy on the Environment"
- Management Philosophy
- Corporate Overview
- Executive Officers
- Corporate Profile
- Business Areas and Strengths
- Corporate History
- Hosokawa Micron Group
- Domestic Facilities
- Overseas Subsidiaries (Asia)
- Overseas Subsidiaries (Europe)
- Overseas Subsidiaries (America)
- Asian Agents
- Powder Technology Research Institute
- Annual Publication "Micromeritics"
- Industrial Property Rights
- Journals and Books
- Technical Information
- Compliance Charter
- Privacy Policy
- Cookie Policy
- Quality Principle

Industries & Machines
- TOP
- About Us
- Technical Information
- Details of Classification Technology
- Greetings (Company Introduction)
- Hosokawa Micron Group "Basic Human Rights Policy"
- Hosokawa Micron Group "Basic Policy on the Environment"
- Management Philosophy
- Corporate Overview
- Executive Officers
- Corporate Profile
- Business Areas and Strengths
- Corporate History
- Hosokawa Micron Group
- Domestic Facilities
- Overseas Subsidiaries (Asia)
- Overseas Subsidiaries (Europe)
- Overseas Subsidiaries (America)
- Asian Agents
- Powder Technology Research Institute
- Annual Publication "Micromeritics"
- Industrial Property Rights
- Journals and Books
-
Technical Information
- Summury of Powder Technology
- Details of Millling technology
- Details of Classification Technology
- Details of Mixing/Blending Technology
- Details of Particle design Technology
- Details of Agglomeration Technology
- Details of Drying Technology
- Details of Dedusting Technology
- Details of Measuring Technology
- Compliance Charter
- Privacy Policy
- Cookie Policy
- Quality Principle
Details of Classification Technology
Classification is a unit operation that improves the characteristics of powder products by separating powder materials according to their particle size, such as removing coarse powder from the material to make only powder with a predetermined particle size or smaller, or aligning the particle size distribution to improve the fluidity of the powder.
Classified fines and coarse powders can be used to produce fines, coarse powders, or both. Depending on these purposes, an appropriate classifier is selected, which can generally be broadly classified into sieving and wind classification.
We have a wide range of wind-powered classifiers to meet a variety of requirements, such as large or small processing capacity, particle size, and characteristics of the raw powder, especially those that are highly flocculent or abrasive.
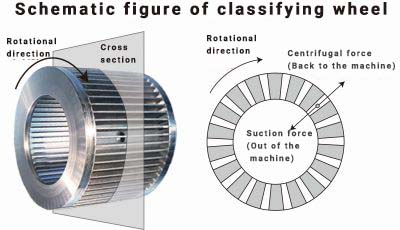
The principle is based on the balance between centrifugal force (the force that pulls coarse particles out of the classification mechanism and back into the mill) and suction force (the force that pulls fine particles near the center of the classification mechanism and out of the mill). A number of conditions affect this balance. Among the conditions, the one that varies greatly depending on the raw material is the mass of the particles (strictly speaking, it is the aerodynamic diameter, which is the diameter equivalent to a sphere when the density is converted to 1000 kg/m3, but since it is more often considered in terms of mass, it is referred to here as mass).
On the other hand, what can be changed depending on the operating conditions are the rotation speed and suction speed.
Operating factors
Particles that are large enough to balance the centrifugal force and the centripetal force (the force sucked out of the classifier) should normally continue to rotate in the classifier. In reality, however, due to airflow turbulence and other factors, they are either sucked in or blown away. Since the probability of this happening is approximately 50%, this size is called the theoretical classification diameter or cut point.
(1) Rotational speed of classifying wheel and cut point
The wheel speed is the most significant factor in determining the size of the classified particles (cut point) as well as the air volume. At a constant air volume, the wheel speed is proportional to the cut point.
(2)Air volume and cut point
According to the theoretical equation, the size of the classified particles is proportional to 1/2 power of the air volume.
Dth = (C/N) (Q/ ρ )1/2
Dth;cut point (μm) N:rotational speed (rpm)
Q: Air volume (m3/min) ρ; density (kg/L)
C:coefficient deteremined by shape of wheel, size, etc.
(3) Secondary air
There are two types of air: primary air to feed raw materials into the machine, and secondary air to increase the efficiency of fine powder recovery. Secondary air can disperse the raw material, so the recovery rate of fine powder is high even for ultra-fine powder or powder that tends to adhere or agglomerate.
Now let's consider the mass of the particles. The smaller the mass = the smaller the particle, the smaller the centrifugal force and the easier it is to be sucked towards the center of the classifier and out of the device.
However, this is only for a single particle. When small particles are agglomerated, they become like a single particle, and their (apparent) mass increases. This means that they are returned to the grinding section by the classifier.
If the lump of particles agglomerates in the machine after being crushed (or broken down in this case) again, the process is repeated and the product is not produced.
This phenomenon is much more likely to occur with ultra-fine powders. Therefore, it is necessary to devise a way to transport the milled powder to the classifying section immediately without agglomeration.
However, the turbulence of the airflow in the grinding section affects the classification performance, so the particle size distribution of the product tends to be wide (especially toward the coarse powder side).
It is up to the machine manufacturer to make the right adjustments in this area.