HOSOKAWAMICRON CORPORATION
- Industries & Machines Industries & Machines
- IIoT IIoT
- Service-Toll Processing Service-Toll Processing
- Material Material
- News News
- IR Information IR Information
-
Sustainability
Sustainability
Sustainability
- Introduction
- Sustaibality Policy - Mission Statement
- Editorial Policy
- Materiality & Strategy
- Technological contribution to a sustainable global environment
- Contributions towards a safer, more secure and prosperous society
- Sophistication of governance that supports business
- ESG Data Collection
- Sustainable Business Management ~ Finance
- Infromation Disclosure Based on TCFD Recommendations
- Jobs and Careers Jobs and Careers
-
About Us
About Us
About Us
- Corporate Vision
- Greetings (Company Introduction)
- Corporate Overview
- Corporate Profile
- Business Areas and Strengths
- Corporate History
- Hosokawa Micron Group
- Domestic Facilities
- Overseas Subsidiaries (Asia)
- Overseas Subsidiaries (Europe)
- Overseas Subsidiaries (America)
- Asian Agents
- Powder Technology Research Institute
- Industrial Property Rights
- Journals and Books
- Technical Information
- Annual Publication "Micromeritics"
- Compliance Charter
- Privacy Policy
- Cookie Policy
- Quality Principle

Industries & Machines
- TOP
- Industries & Machines
- Industries Search
- Continuous Mixing
Continuous Mixing

Summary
Mixing of pharmaceutical components has for many years been conducted in batch processes. As competition increased in the pharmaceutical market and blockbuster products being more difficult to produce, reduction of production costs have become more important. Pharmaceutical companies are looking at continuous mixing as an effective method to meet this goal.
In order to change the batch mixing process of a drug production line to a continuous process, many obstacles need to be assessed.
-Validation
-Process Analytical Technology (PAT)
-Product Quality Assurance
-Introducing a new process into existing lines
-Scale up
-Loss of material/off spec material during start-up and changing products
The Modulomix deals with all these challenges and brings continuous mixing to the pharmaceutical production process.
Contents

Fig.1 Modulomix and control cabinet
The Modulomix (MMX) has an extremely short material residence time and material is discharged completely mixed, regardless of the dispersion force used. The system must be designed with flexibility, as the mixing of lubricating agents such as magnesium stearate and the mixing of API require different dispersion force. For this reason, two Modulomixes can be used in series as shown in the flow diagram (Fig.2).
In this flow diagram, 3 materials are fed into the first inlet of the first Modulomix. A 4th material can be fed in the second inlet when required. The 4 materials are effectively mixed using the high shear annular mixing principle in the first Modulomix. The lubricating agent is fed in the 3rd inlet of the first Modulomix. The outlet of the first Modulomix is directly connected to the inlet of the second Modulomix. The second Modulomix uses a low shear to mix the lubricant. The mixed product is discharged through a specially designed PAT chute. This chute has sensors (NIR: Near Infra-Red, Raman spectrometry) integrated for product quality control of the continuously mixed material.
The sensors can be used to modify upstream process conditions (e.g. feed rate) or downstream conditions (e.g. separate off-spec product): PAT.
The FDA/EMA approval for the use of NIR/Raman as a method to assess product quality and/or use as a PAT design is a major reason for the implementation of pharmaceutical continuous mixing.
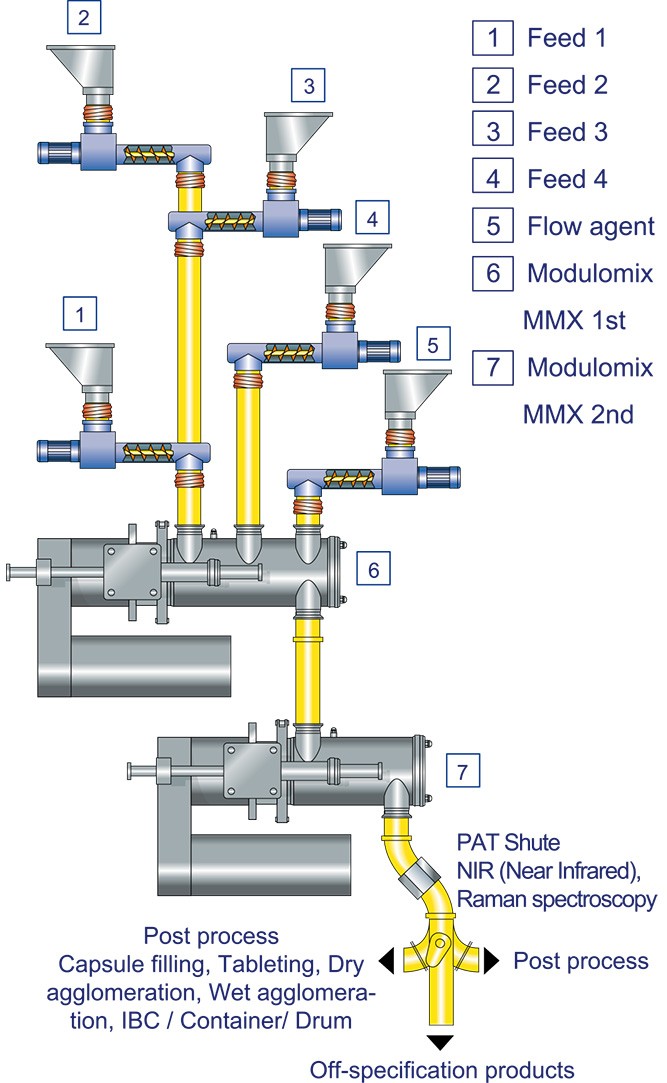
Fig.2 Flow of Modulomix
Features

Fig.3 Modulomix
Short material residence time
The residence time of the material in the machine is extremely short due to the high dispersion force. Even with the high dispersion force, the material is not pulverized; the particle size distribution of the feed material does not change after processing. This has been confirmed with multiple tests. Because of the short residence time, off-spec material loss from start-up, changing product and emergency stopping is kept to a minimum.
Superior Relative Standard Deviation (RSD) Value
By selecting an appropriate feeder, the 5-second RSD value can be kept within 5% for small volume production (<1kg/h). This RSD value becomes lower when using the multiple Modulomixes in series.
Mixing System
In continuous mixing, it makes more sense to look at the whole mixing system rather than the blender alone.
The mixing system can consists of the following components:
- Feeding system to the feeder hoppers
- LIW-feeders with high accuracy and reliability
- Method of feeding from the feeder to the mixer
- Flexibility of changing mixer-operating conditions
- Specially designed PAT chute and PAT instruments
- In-Spec/Off-Spec diverting method
- Control system with integrated PAT (GAMP5)
- Connection with downstream equipment (agglomeration, tableting, compaction etc.)
Compact design
The Mixer body is small as shown in Fig. 3. This allows the use of the same Modulomix from R&D, study drugs all the way to production systems.

Feel free to contact us. if you have any questions or concerns.